- Document History
- Subscribe to RSS Feed
- Mark as New
- Mark as Read
- Bookmark
- Subscribe
- Printer Friendly Page
- Report to a Moderator
- Subscribe to RSS Feed
- Mark as New
- Mark as Read
- Bookmark
- Subscribe
- Printer Friendly Page
- Report to a Moderator
New Student Design Competition 2015: Control of a Reciprocating Wear Rig
Contact Information
University: Cardiff University
Team Members: Ben Bertera (2015), Daniel Jenkins (2015), Luca Martinelli (2015), Connor Price (2015)
Project Supervisor: Alastair Clarke, Carl Byrne and Steve Watts
Email Address: berterabj@cardiff.ac.uk
Project Information
Title: Control of a Reciprocating Wear Rig
Description:
The project aim was to design, manufacture and benchmark a wear rig capable of performing a linear-reciprocating ball-on-flat sliding wear test in accordance with the American Society for Testing and Materials (ASTM) G133 Standard, Procedure A. The design allowed preset and custom tests to be conducted, in addition to allowing remote monitoring and control via LabView's Data Dashboard.
Products:
Hardware:
- NI DAQ 6211,
- Marelli 0.25kW 6 Pole 3-Phase Motor,
- Richmond Industries Miniture In-line Load Cell (0210-001K),
- Soemer Load Cell Amplifier (LAU 63.1),
- Mouser Slide Potentiometer (31.75mm 1 K.Ohms travel 0.5"),
- 2-Off Omega Thermocouple Countrollers (CNI3253),
- Baumer 2mm PNP Barrel Inductive Proximity Sensor (M8, 1.25mA, 0-30V DC),
- Various Sundries.
Software:
- NI LabVIEW 2014,
- Data Dashboard for LabVIEW,
- NI DIAdem,
- SolidWorks,
- Taylor Hobson Talymap (Used for Test Specimen Analysis).
The Challenge:
The primary aim of the project was to design, manufacture and benchmark a wear rig capable of performing a linear-reciprocating ball-on-flat sliding wear test in accordance with the American Society for Testing and Materials G133 Standard, Procedure A. The control of a reciprocating wear rig was to be based upon the use of an NI DAQ 6211 and NI LabVIEW software.
The main objectives of the were:
- To design a rig that is compliant with ASTM G133 Procedure A in the standard test configuration and to consider the elements that will be required to test under Procedure B.
- The data acquisition and control system should be based upon National Instruments products.
- To allow remote monitoring and control of the rig.
- To acquire data for: friction force, position within stroke, wear depth measurement, normal load on contact, temperature measurements.
The Solution:
The Motor Control.
To ensure the rig was capable of being controlled via LabVIEW or a remote device, it was necessary to ensure that the motor could be switched on or off using the NI DAQ 6211. The DAQ outputs a control signal of 3.8V at 16mA, which controls the motor through a series of relays, gradually increasing the voltage and current to a sufficient level, allowing switching of the contactor.
The a basic schematic of the motor control circuit as illustrated in Figure 1. Additional safety circuit breakers and an emergency stop were implemented in the circuit but are not shown in the circuit diagram.
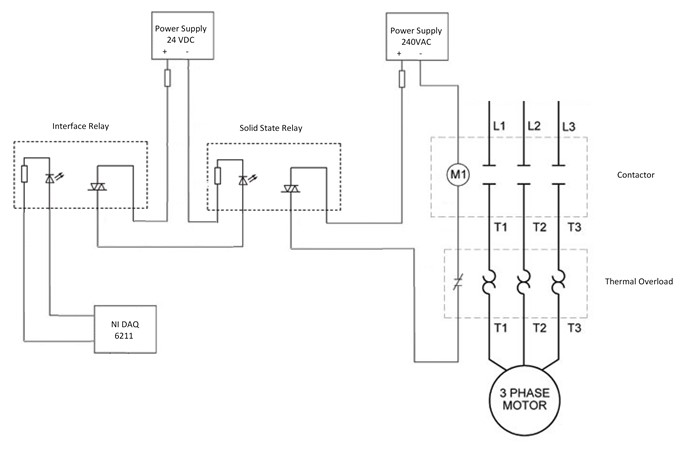
Figure 1 - Simplified schematic of the control circuit.
Friction Force Measurement.
As per the ASTM G133 Standard the wear rig is required to measure the frictional force during each test period. This is the force produced in the direction of the sliding motion and is dependent on the load applied and coefficient of friction between the two surfaces.
The use of a three-axis load cell was considerd which would enable the measurement of normal load, the frictional force and also any misalignment forces exerted at the pin, however this exeeded the project’s budget. In order to reduce costs, the frictional force is measured utilisting a single axis load cell fixed perpendicular to a cantilever arm. Consequently a miniture in-line load cell, which is rated to 200N, was selected.
Appreciating the financial limitations, the simplest method of applying a specific weight would be by loading calibrated masses above the test specimen. A counter weight enabled the balancing of the system prior to placing the calibrated mass. The calibrated mass was machined to the nearest gram; hence, for a 25N load this equated to 2.549kg. An example of the load mass and the counter weight arrangement is shown in Figure 2.
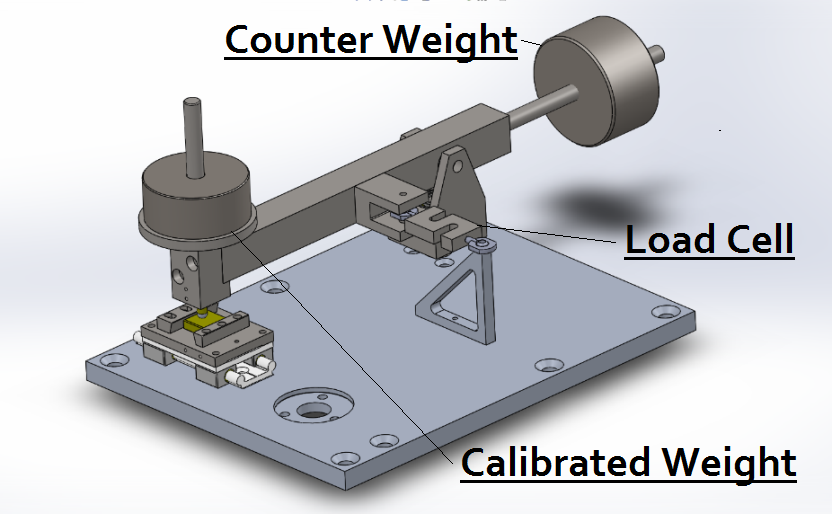 Figure 2 - Cantileaver arm and load cell arrangement.
Figure 2 - Cantileaver arm and load cell arrangement.
Position Within Stroke & Cycle Count.
The use a linear potentiometer, specifically the Bourns 1kΩ, 0.5inch travel enabled the measurement within stroke. A 5V DC supply voltage was required the output signal was rcorded via the NI DAQ 6211. Utilising a rising edge algothithum and NI LabVIEW, a counter was created allowing the number of cycles to be calculated.
Wear Depth Measurement.
The sensor was to provide the ability in determing the rate of wear throughout the test duration. As described in the ASTM G133 Standard the volume of material removal can be calculated based on a change in height between the pin and specimen over time. The distance between the sample and specimen thus required quantification. Research yielded the decision to use an inductive proximity sensor: specifically the Baumer IWRM 08U9501/S35, this was an all-encompassing solution that simply required a supply voltage (15V DC at 25mA). In addition it had a stated measurement resolution of 1µm over its 2mm range (Baumer, 2014), which would never suffer from wear due to its contactless nature and produces a linear 0 to 10V output. The output signal was rcorded via the NI DAQ 6211, utilising a simple algorithum that didducted the initial value for the current value, allowed a in-process wear measurement to be displayed.
Temperature Measurement.
The need to monitor and record several key temperatures through the duration of a test, ambient and pin temperature was required. The choice of instrumentation and amplifier was mainly dictated by the analog inputs available, with the chosen NI DAQ 6211 DAQ. The Omega CNi3253 temperature controller which interfaces with commonly available thermocouples outputting a low current direct current (DC) voltage. Furthermore, K-Type (Chromel/Alumel) thermocouples were selected due to their large temperature array (-270°C to 1,260°C) and additional effective corrosion resistance.
LabVIEW Data Aquisition and Control.
As previously mentioned the rig interfaces with the control computer through the NI 6211 DAQ, which enables both output of control signals in addition to acquiring measurement signals, and controlled by a program built in LabVIEW.
The user interface was designed in collaboration with the "customer" to ensure simplicity, whilst providing useful data at a glance. The front panel can be seen running in Figure 3, showing the clearly labelled buttons and large indicators to enable quick reading of key data. To guide the user, each button was disabled or enabled when appropriate. For example, once the test has begun, the start button is disabled and the pause button is enabled. Once the pause button is pressed, the start button re-enables and the pause button is disabled. This technique means that the user’s eye is drawn towards the most useful buttons, making the program more intuitive. The control panel enables the user to start and stop the test rig remotely, as well as monitor the rig whilst it is running. To enhance this, a webcam was installed which shows a close up of the test specimen without the need to go near the running rig, which could prove dangerous.
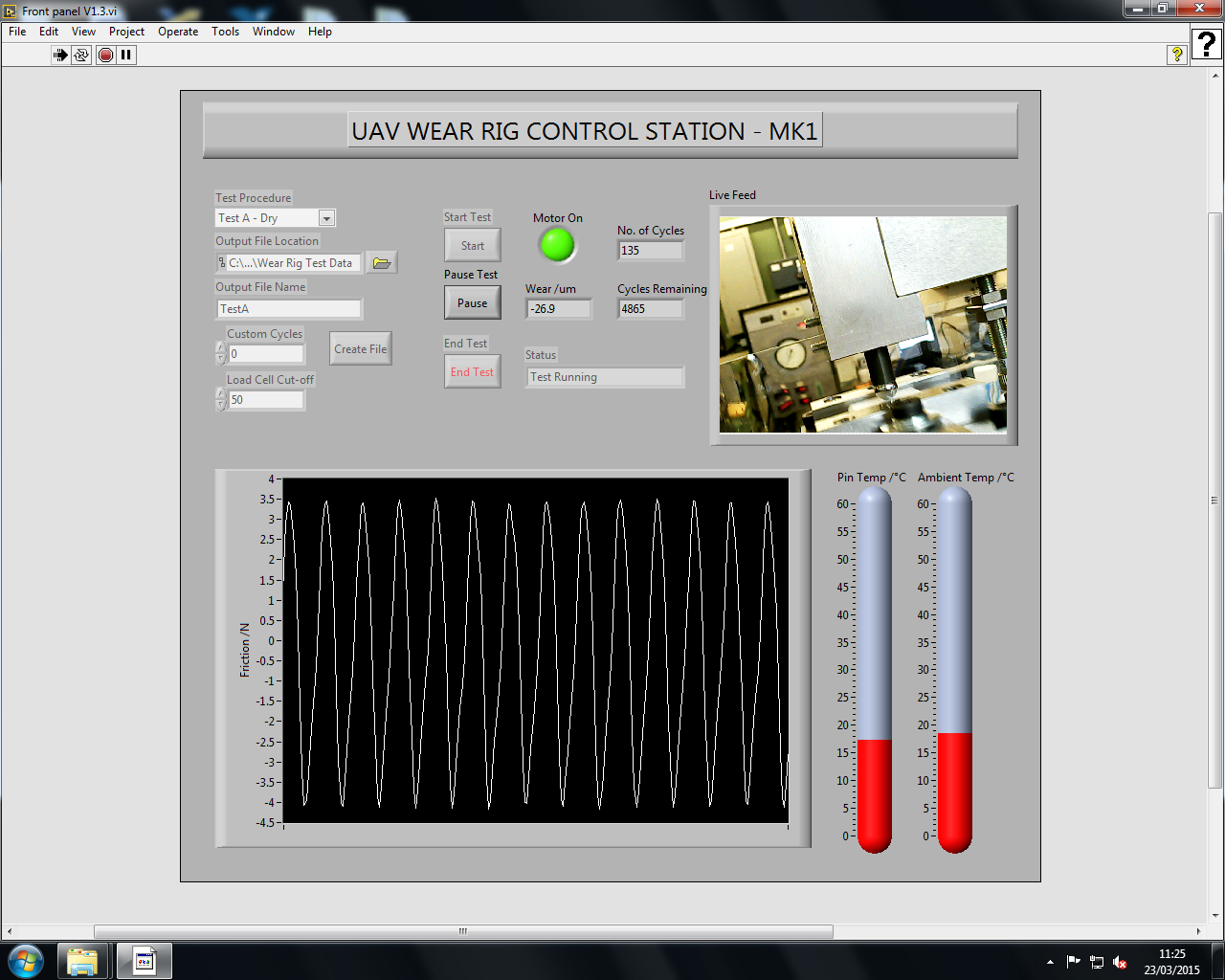 Figure 3 - Wear rig control panel.
Figure 3 - Wear rig control panel.
Remote Monitoring & Control - Data Dashboard for LabVIEW.
To enable the rig to run unmanned, a Data Dashboard was implemented, shown in Figure 4, allowing the user to monitor and even pause the rig from a tablet which is connected to the internet. This means that the rig can be left running without a person present, as if a problem emerges then the test can be halted immediately. Data Dashboard for LabVIEW utilises global variables allowing data to be transmitted via a network.
 Figure 4 - Data Dashboard panel.
Figure 4 - Data Dashboard panel.
Results.
The final design, displayed in Figure 5, was achieved. The motor and pulleys are housed underneath the main bed, stainless steel sheets were used as guards due to health and safety reasons.
 Figure 5 - Full rig assembly in SolidWorks.
Figure 5 - Full rig assembly in SolidWorks.
The newly commissioned rig required calibrating, against known data. Two main tests were conducted, one with PTFE and another with bearing bronze (CDA 932); details of the testing procedure are available in Attachments 'Wear and Frictional Analysis of Bearing Bronze (CDA 932)' & 'Wear and Frictional Analysis of PTFE'.
The initial test with PTFE was conducted in order to determine the characteristics of wear and friction. Additionally it was performed in order to determine methods of interpretation of the obtained data for friction and wear. The testing concluded that a steady state coefficient of friction of 0.184 established after 40m of sliding which is in agreement with the value of 0.18 stated by Sawyer et al. (2003). The data analysis procedure is available in Appendix M, of the Attached Document UAV F1G Report.
The main correlation test completed was using bearing bronze (CDA 932); tests were completed in accordance with Procedure A in its standard test conditions, while Procedure B was used in a modified form by using three drops of engine conditioned 15W40 oil at room temperature. The testing concluded that a steady state coefficient of friction was established after 20m of sliding. A coefficient of friction of 0.3388 was established during Procedure A and 0.0587 for Procedure B. The results for Procedure A are coherent with tests completed by Eryilmaz et al (2011) while Procedure B differed slightly to the stated 0.096 by Eryilmaz et al (2011). This discrepancy between the obtained and stated value for coefficient of friction may be as a result of the viscosity of the lubricant used, or the percentage of soot and carbon due to engine conditioning. Figure 6, illustrates the wear profiles achieved during the test.

Figure 6 - Wear scar of bearing bronze specimen imaged by 3D scanning using a Taylor Hobson form 2 Talysurf;
(A) Procedure A, (B) Procedure B.
Conclusion & Further Work.
An initial enquiry into the cost of a Plint TE90-2-F-G133/181, a two station tribometer with friction force measurement, was made and returned with a cost of £52,236. The wear rig group successfully created a rig which was capable of meeting ASTM G 133 Procedure A, at a fraction of this cost, as well as specifying the modifications required for Procedure B. These modifications would be relatively simple and inexpensive to implement due to the foresight of the group, in the initial stages of development. They would consist of installing a lubricant bath, heater element and PID controller and minor modifications to the LabVIEW control system.
Testing of the rig was completed to benchmark it against published papers and the results are shown to be in agreement, suggesting that this rig can be used to successfully carry out experiments that complies to the ASTM G133 Procedure A standard.
During the commissioning of the wear rig several tests were conducted, demonstrating areas that require further work and modifications:
- Further work is required to validate the wear volume removal, through the use of the 3D scanning facility on the Taylor Hobson form 2 Talysurf.
- To implement a means of normal force measurement incorporating the "S- Type” load cell to measure the normal force.
- To research and implement the necessary hardware and instrumentation to convert the rig to Procedure B.
- Additional measures to autonomously control the heated element may be desirable, should Procedure B be implemented.
- It would be advisable to use the LabVIEW executable builder to convert the LabVIEW files to a single executable program which cannot be modified. This would ensure that the program remains functional and accidental changes cannot be made by users who are not familiar with LabVIEW.
Video Links
Rig Assembly Time Lapse; https://youtu.be/n_Pz7Zuw5UA
PTFE Testing; https://youtu.be/ReVlNTOFDyI
TalySurf 3D Scan; https://youtu.be/WBxA5H409Iw
Bearing Bronze Validation Testing; https://youtu.be/J20nNa-e8vo
(Note: Tests were conducted using a "S-Type" Load cell which has now been replaced by an in-line load cell)
Nominate Your Professor
I would like to nominate Dr. A. Clarke as if it was not for his continuous encouragement and advice throughout the project a very different outcome would have occured. Equally notable, is the assistance and guidance throughout the year provided by module leader Mr S. Watts and supervisor Dr C. Byrne.
- Mark as Read
- Mark as New
- Bookmark
- Permalink
- Report to a Moderator
Great work here guys! I like that you have fully utilised the potential of a USB-6211 in terms of its ability to control the test rig whilst recording incoming data. Best of luck!!
- Mark as Read
- Mark as New
- Bookmark
- Permalink
- Report to a Moderator
Nice work, guys. A real world application that conforms to industry regulations is always a treat to see in a student design. The videos are well done as well. You might consider embedding them in the document so they are easier to see.
